Quando vendiamo utensili raccomandiamo ai nostri potenziali clienti di prendere il nostro DXF e di utilizzarlo nel software della macchina per testarlo con il pezzo che vogliono piegare. È il metodo di cui ci si può fidare: si controlla il programma e la sequenza nel CNC e si ha la certezza di avere utensili nella libreria, normalmente importati, le simulazioni non mostrano collisioni e il cliente può essere sicuro al 99% della sua piegatura. Oggi il software di piegatura offline per presse piegatrici viene offerto sul mercato come il modo migliore per coprire i lavori di piegatura, creare programmi a distanza, assegnare compiti all’operatore, controllare l’utensileria disponibile e controllare al volo i pezzi per il negozio, se necessario.
Innanzitutto, qualsiasi pressa piegatrice CNC moderna consente almeno una simulazione 2D. Ciò significa che è possibile vedere il profilo degli utensili e del pezzo, il posizionamento del dito del calibro posteriore e la visualizzazione di ogni piega per evitare collisioni con gli utensili e le parti della macchina stessa.
I CNC più moderni offrono anche la simulazione 3D. Se si piega un pezzo per l’intera lunghezza della macchina o se non si effettuano pieghe diverse lungo la lunghezza, la simulazione 3D è del tutto superflua. Ma se la piegatura avviene con più stazioni, i pezzi hanno piegature diverse lungo il lato o addirittura la piegatura a scatola con controllo delle piegature precedenti sul lato, è necessaria una visualizzazione 3D che aiuta molto. Insieme al software CNC, tutte le aziende offrono lo stesso pacchetto per PC remoto per avere la possibilità di eseguire tutto il lavoro al di fuori della pressa piegatrice e probabilmente utilizzare solo la pressa piegatrice per la piegatura vera e propria e la preparazione di tutti i programmi all’esterno con trasferimento in rete o tramite chiave USB. Come capire Avete bisogno di una simulazione 3D? Una ragione è che potete acquistarla per il futuro, il che significa che un domani potrete avere pezzi più complicati e non avrete problemi a simularne la piegatura. La seconda ragione è più semplice: se si richiede più di una stazione (quindi più di un set di utensili per presse piegatrici) in un ciclo. Probabilmente è possibile farlo anche con l’emulazione 2D e software del cambio utensile, ma non siamo sicuri che tutti i prodotti software supportino questa possibilità.
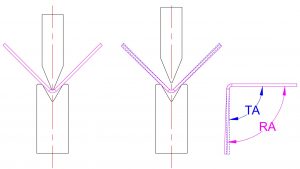
Sicuramente il software di piegatura può offrire i parametri e i calcoli necessari, come una raccomandazione per l’apertura a V della matrice in base allo spessore e al materiale, il tonnellaggio e la forza necessari e pianificati, il raggio di curvatura previsto, il valore dell’indennità di curvatura e il punto di posizionamento del dito del calibro posteriore. Inoltre, il calcolo del tonnellaggio, insieme al collegamento della libreria degli utensili, consente di verificare fin dall’inizio se gli utensili di cui si dispone sono adatti al lavoro in base alla forza necessaria o meno.
Non possiamo aspettarci che il software abbia calcoli precisi per i materiali e che nella realtà si abbiano gli stessi valori. In questo caso, è ragionevole effettuare in officina le prove necessarie con i principali materiali con cui si lavora e inserire i dati realistici del materiale, compreso il coefficiente di ritorno elastico. Questo potrebbe aiutare fin dall’inizio a eseguire un lavoro corretto e preciso che sarà completamente realistico nella simulazione. Se l’azienda ha molti lavori di prototipazione e nuovi pezzi con nuovi ordini, il software potrebbe essere lo strumento chiave per testare tutto senza occupare la macchina pressa piegatrice reale e l’operatore stesso.
Come scegliere i prodotti software per le proprie esigenze?
La migliore argomentazione è quella di duplicare il software CNC, quindi se si dispone di DELEM è meglio richiedere le soluzioni software di DELEM, se CYBELEC – di Cybelec, se ESA – di ESA. Ciò consente di avere la stessa interfaccia completa per un apprendimento rapido e un funzionamento semplice, oltre a ridurre eventuali errori e sbagli basati sul funzionamento di software di produttori diversi. Nel frattempo, esistono anche prodotti software indipendenti che possono essere utilizzati per tutte le principali marche di controllori CNC.
Il software di piegatura può rendere più strutturata l’officina anche con presse piegatrici convenzionali senza controllo CNC o vecchi controlli. Non è possibile creare programmi completi in questo modo, ma è possibile creare una tecnologia completa di piegatura dei pezzi, stampare i documenti e fornire all’operatore tutti i dettagli su movimenti, utensili e posizioni del registro posteriore. Ma sicuramente dovrete discutere tutti i dettagli con il fornitore del software, in particolare il supporto del vostro modello di pressa piegatrice o la possibilità di inserire tutte le informazioni necessarie come le dimensioni della trave e della tavola, le dimensioni dei bloccaggi e tutte le altre cose principali. L’idea di aggiornare la vostra vecchia pressa piegatrice con un nuovo CNC e un nuovo software potrebbe essere molto ragionevole se avete una macchina molto vecchia, ma molto importante – ad esempio, una macchina da 600 tonnellate può costare 200-300 mila euro e diversi mesi di consegna, ma è possibile effettuare una modernizzazione con CNC e controlli per rendere la vostra vecchia macchina “più digitale”. Inoltre, potrebbe essere molto importante se avete un controllo completo della fabbrica e un’integrazione con l’Industria 4.0 e avete bisogno di controllare il flusso di lavoro della produzione e lo stato della macchina.
Il punto successivo è il prezzo. I vantaggi del software offline per presse piegatrici sono numerosi, ma tutti gli investimenti devono essere ragionevoli. Il mercato offre una grande varietà di prezzi, da 2-3 mila euro a 10-15 euro. Ma la nota principale è che se si paga di più bisogna capire quali sono i vantaggi di pagare di più. A dire il vero, non siamo collegati con i venditori e abbiamo una conoscenza molto limitata dei software esterni. Ma a nostro avviso, quasi tutte le offerte sono uguali, cioè non ci sono grandi differenze di possibilità tra il prodotto al prezzo più basso e quello al prezzo più alto.
Se leggiamo i forum, l’idea è quella di tradurre tutto in un software di piegatura se ci sono più di 6-8 pieghe sul pezzo. Il motivo è che sarebbe piuttosto complicato eseguire ogni volta la sequenza di piegatura perfetta e l’utensile ottimizzato e questo porterebbe a degli errori, quindi il software vi farà risparmiare molto tempo.
Il vantaggio maggiore potrebbe essere quello di preparare la gestione vera e propria in officina, dove ad esempio si hanno 5 presse piegatrici. L’ingegnere fuori dall’officina pianifica il lavoro, prepara i programmi, verifica la possibilità di macchine con tonnellaggio e lunghezza, installa gli utensili di piegatura, carica la macchina e trasferisce i nuovi compiti direttamente alla macchina scelta. Inoltre, l’ingegnere può scegliere la migliore attrezzatura possibile e inviare l’ordine al fornitore di attrezzature per presse piegatrici. L’ottimizzazione e l’ambiente digitale potrebbero portare a grandi risparmi di tempo e a una riduzione dei principali costi di produzione e del personale.
Inoltre, se ricordiamo i tempi dell’epidemia COVID e del lavoro a distanza, dobbiamo considerare che il lavoro a distanza è anche il più grande vantaggio di tutte le possibili restrizioni e la possibilità per l’ingegnere di lavorare anche a casa, se necessario.
Il software comprende due cose: principalmente il software e il post-processore, un pacchetto software algoritmico per trasformare il programma realizzato nel software in un programma di comando direttamente per il CNC della pressa piegatrice. Senza un post-processore, è possibile creare progetti e programmi, ma non è possibile trasferirli alla macchina e una macchina specifica non capirà il file creato nel software. In questo caso, quindi, si tratta di un ulteriore grande vantaggio: l’unificazione. Immaginate che in officina ci siano presse piegatrici di diversi produttori con diversi modelli di CNC. Potrebbe facilmente accadere che anche un solo produttore di presse piegatrici a controllo numerico possa cambiare il modello di CNC, il software utilizzato e altri tipi di codici da utilizzare. Ad esempio, una macchina ha 2 anni e la seconda ha 20 anni.
Questo è un vero disastro per tutti: gli operatori devono lavorare con interfacce diverse di macchine diverse, i programmi non sono intercambiabili e normalmente non è nemmeno comodo passare da un controllo CNC all’altro. Se ci sono più operatori e questi possono usare solo la propria pressa piegatrice CNC senza la possibilità di usarne altre ogni volta, si rischia di non poter sostituire l’operatore in caso di necessità.
Il software esterno è quindi la via maestra per l’unificazione: avete un unico e completo pacchetto software e diversi post-processor per le diverse macchine installate in officina. È possibile modificare o trasferire il programma da una macchina all’altra e fare ciò che si desidera senza problemi, riducendo al minimo i problemi. A volte questo vantaggio è il più importante per prendere una decisione: è possibile inserire tutte le macchine in una catena principale con uno o più posti di controllo generale.
Durante la scelta del software per presse piegatrici, è necessario ottenere dai venditori risposte complete e dettagliate sulla possibilità di lavorare con i vostri pezzi. Sappiamo già che, ad esempio, i software classici non consentono di lavorare con la piegatura attraverso le corna, le curve di ritorno o l’orlatura inclinata (ad esempio la tipica piegatura di profili interni). E i clienti devono saperlo perfettamente per evitare la sorpresa che il software sia inutile per le loro applicazioni di piegatura classica. Inoltre, i venditori di solito hanno una conoscenza limitata dell’uso del software, quindi è necessario prestare maggiore attenzione a parlare con gli ingegneri del software. Potrebbe essere molto utile parlare con gli utenti reali del software che si desidera acquistare, per parlare dei compiti tecnici, delle possibilità e del collegamento alla macchina.
È necessario sapere che il software probabilmente non funzionerà con un’attrezzatura speciale completa. Non stiamo parlando di forme speciali di punzoni e stampi, ma di soluzioni complete con espulsori, parti strutturali aggiuntive, molle, ecc. per eseguire le curve speciali in una sola volta. Nel frattempo, è possibile controllare le corse, la posizione del calibro posteriore, le velocità e altri punti. In ogni caso, gli sviluppatori apportano nuove aggiunte, ad esempio si possono aggiungere e programmare speciali matrici a rulli.
È molto importante il tipo di algoritmo utilizzato con il software di piegatura. Ad esempio, ci è capitato spesso che il software standard installato nel CNC della pressa piegatrice in modalità automatica e con generazione di sequenze mostrasse collisioni nelle pieghe che potevano essere facilmente eliminate cambiando semplicemente la sequenza di piegatura con lo stesso utensile di piegatura e senza alcuna modifica dei pezzi! In pratica, significa che il software non ha permesso al cliente di trovare la soluzione normale (se non è un esperto di piegatura) e che la modalità automatica è talmente “debole” da non poter essere consigliata e da creare problemi con qualsiasi pezzo con più di 5-6 pieghe. Inoltre, il cliente potrebbe pensare che il suo pezzo sia impossibile da piegare con le possibilità di cui dispone e questo causerebbe la perdita dell’ordine o investimenti aggiuntivi per l’utensileria di cui, in generale, non ha bisogno.
L’ultimo paragrafo dovrebbe riguardare la completa digitalizzazione dell’industria produttiva e la connessione con l’Industria 4.0 per consentire il controllo a distanza del flusso di materiale, del lavoro della macchina, del carico, dello stato, della verifica della necessità di interventi di assistenza e riparazione, del contatore dei pezzi e molto altro. Il software a distanza consente di collegare la pressa piegatrice alla rete principale con l’implementazione di ulteriori possibilità e di portare i principi dell’Industria 4.0 in officina, come il database unico di pezzi, utensili e programmi in un unico luogo per la distribuzione a tutte le macchine necessarie. Riteniamo che alcuni produttori di software offrano anche non un singolo software di piegatura, ma utilità o pacchetti aggiuntivi per inserire il software come parte del controllo digitale completo della fabbrica o del sistema MES completo. Inoltre, di solito i produttori di software di piegatura offrono altri prodotti, come un controllo remoto per le macchine da taglio, per portare avanti altri processi di produzione della lamiera.